
通常の金型開閉では取り出せないような孔、突起などの形状。
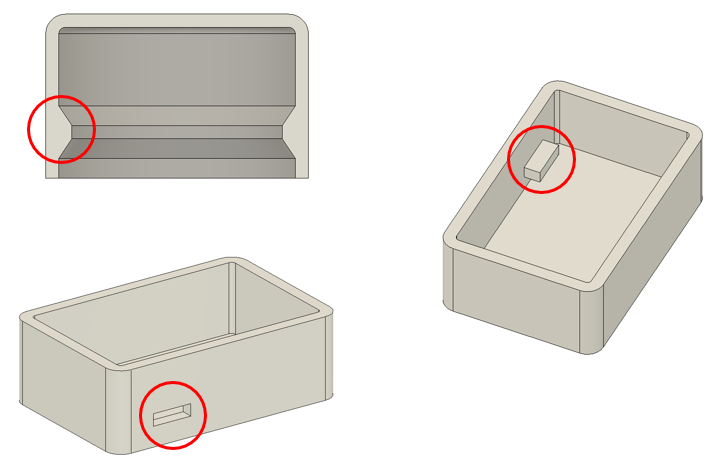
スライドコアなどの特殊な金型の構造を用いるか、成形品を変形させながら離型させる無理抜きを行うことが一般的である。
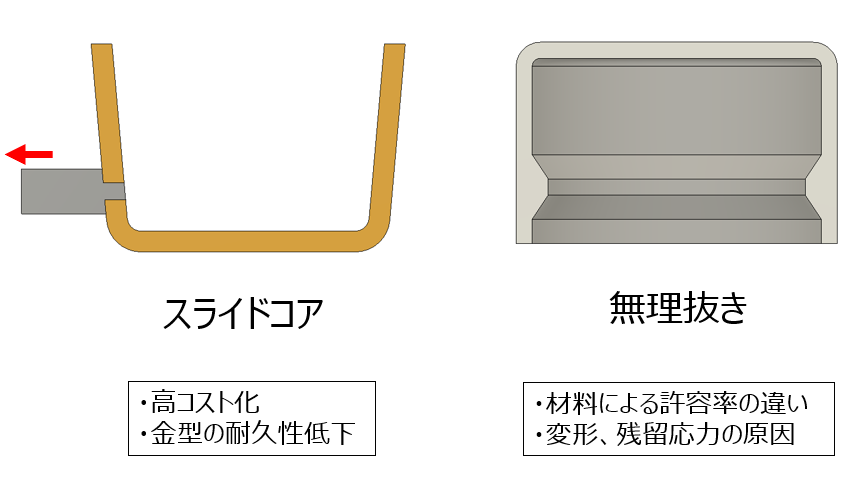
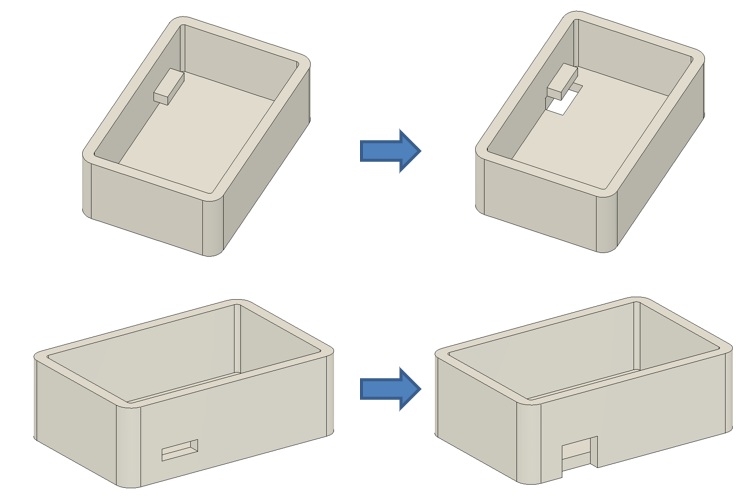
スライドコアなどの複雑な金型構造はは高コスト化や耐久性低下につながる。また、無理抜きは成形品の変形や残留応力の原因になる。そのため下記図のようにアンダーカットを避けた設計が望ましい。
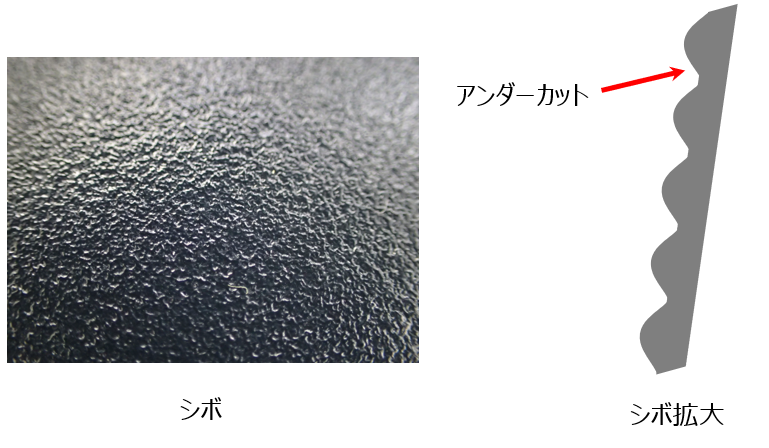
シボ加工を行う場合には、アンダーカットにならないように、シボ深さに応じた抜き勾配が必要になる(一般に5~10°程度)。
最終更新 2018年12月25日
スポンサードリンク
| > 加飾 |
| > 吸水率 |
| > クレーズ(クレージング) |
| > ***** |
| > 超音波溶着 |
| > 超高分子量ポリエチレン |
| > ***** |
| > 熱可塑性エラストマー(TPE) |
| > 熱履歴 |
| > ***** |
| > ***** |
| > メルトボリュームフローレイト |
| > メルトマスフローレイト |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > レオロジー |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > craze(crazing) |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > MFR(melt mass-flow rate) |
| > MVR(melt volume-flow rate) |
| > PE-UHMW |
| > pinpoint gate |
| > post-consumer material |
| > pre-consumer material |
| > RTI(Relative Thermal Index) |
| > ***** |
| > short shot |
| > weld line |
| > ***** |
| > ***** |
| > ***** |
| > ***** |