
超音波振動により製品(ワーク)の一部を溶かして接合する方法。管理条件がしっかり出せれば、生産性、信頼性ともに非常に高い。そのため様々な製品のプラスチック接合方法として、広く活用されている。ワークの一部を溶融させる必要があるため、熱可塑性プラスチックにしか使うことができない。また、接着剤や溶剤を使わずに接合することができるため、作業環境の改善にも役立てることができる。
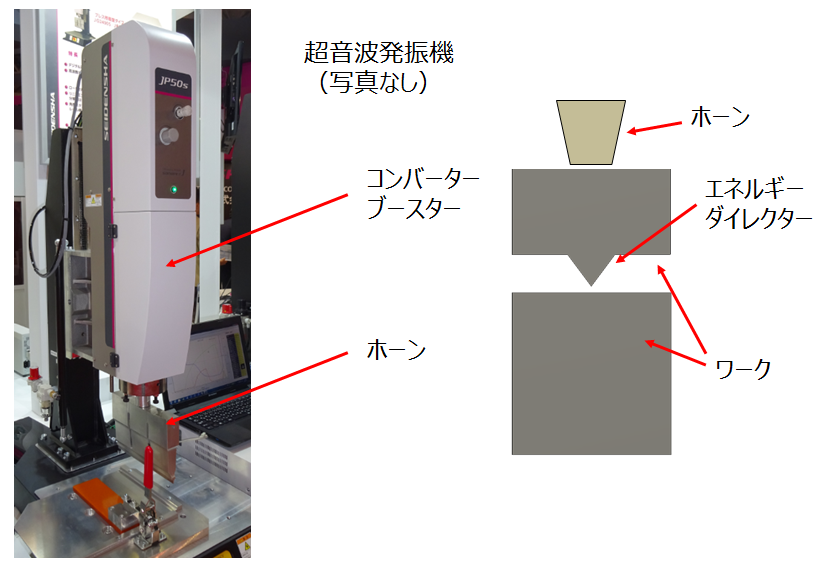
超音波発振器とコンバーターにより超音波振動を発生させ、ブースターで増幅する。次にホーンを溶着したいワークに押し付け、超音波振動を伝える。ワークには超音波振動を集中させて、効率よく熱を発生させるためのエネルギーダイレクターを成形で作っておく。ワークに超音波振動が伝わると、エネルギーダイレクター部分が溶融し、溶着面に溶融プラスチックが広がる。溶融したプラスチックが冷えて固まると、ワーク同士が強固に接合される。
クリアファイルの溶着
ホーン形状、振動時間など非常にたくさんのパラメータがあり、条件出しにはノウハウとある程度の時間がかかる。条件出しは超音波溶着機メーカーの協力を得ながら進めることが一般的。下記にパラメータの例を挙げる。
| パラメータ | 例 |
| 材料 |
・ワーク同士の相溶性 |
| ワークの形状 |
・エネルギーダイレクターの形状/位置 |
| 超音波溶着機 | ・ホーン形状 ・振幅強さ ・振動時間 ・ホーン押し付け圧力 ・ホーン下降スピード ・ホーン停止位置 ・ワーク位置/ホーン位置決めと精度 |
最終更新 2016年11月21日
スポンサードリンク
| > 加飾 |
| > 吸水率 |
| > クレーズ(クレージング) |
| > ***** |
| > 超音波溶着 |
| > 超高分子量ポリエチレン |
| > ***** |
| > 熱可塑性エラストマー(TPE) |
| > 熱履歴 |
| > ***** |
| > ***** |
| > メルトボリュームフローレイト |
| > メルトマスフローレイト |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > レオロジー |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > craze(crazing) |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > MFR(melt mass-flow rate) |
| > MVR(melt volume-flow rate) |
| > PE-UHMW |
| > pinpoint gate |
| > post-consumer material |
| > pre-consumer material |
| > RTI(Relative Thermal Index) |
| > ***** |
| > short shot |
| > weld line |
| > ***** |
| > ***** |
| > ***** |
| > ***** |