
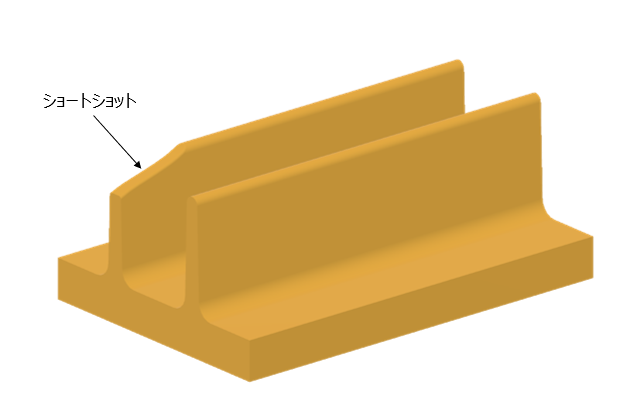
キャビティへの充填が不完全な成形トラブル。成形品の一部が欠けたような状態となる。
ショートショットの原因と対策
| 原因 | 対策 |
| 材料の流動性不足 | ・製品肉厚を大きくする。 ・流動性の高い材料に変更する。 ・金型温度、保圧、射出速度を上げる。 ・ゲートから流動末端までの距離を短くする。 |
| 金型のガス抜き不足 | ・エアベント(ガス抜き)を適切に配置する。 ・ボス、リブ等の高さを低くする。 |
流動解析により事前に対策を済ましておくことが望ましい。
最終更新 2018年9月13日
【参考文献】
浜田博晟、太田靖彦 『樹脂加工技術なぜなぜ100問』 工業調査会
有方広洋 『プラスチック成形加工基礎と実務』 日刊工業新聞社
スポンサードリンク
| > 加飾 |
| > 吸水率 |
| > クレーズ(クレージング) |
| > ***** |
| > 超音波溶着 |
| > 超高分子量ポリエチレン |
| > ***** |
| > 熱可塑性エラストマー(TPE) |
| > 熱履歴 |
| > ***** |
| > ***** |
| > メルトボリュームフローレイト |
| > メルトマスフローレイト |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > レオロジー |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > craze(crazing) |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > MFR(melt mass-flow rate) |
| > MVR(melt volume-flow rate) |
| > PE-UHMW |
| > pinpoint gate |
| > post-consumer material |
| > pre-consumer material |
| > RTI(Relative Thermal Index) |
| > ***** |
| > short shot |
| > weld line |
| > ***** |
| > ***** |
| > ***** |
| > ***** |