
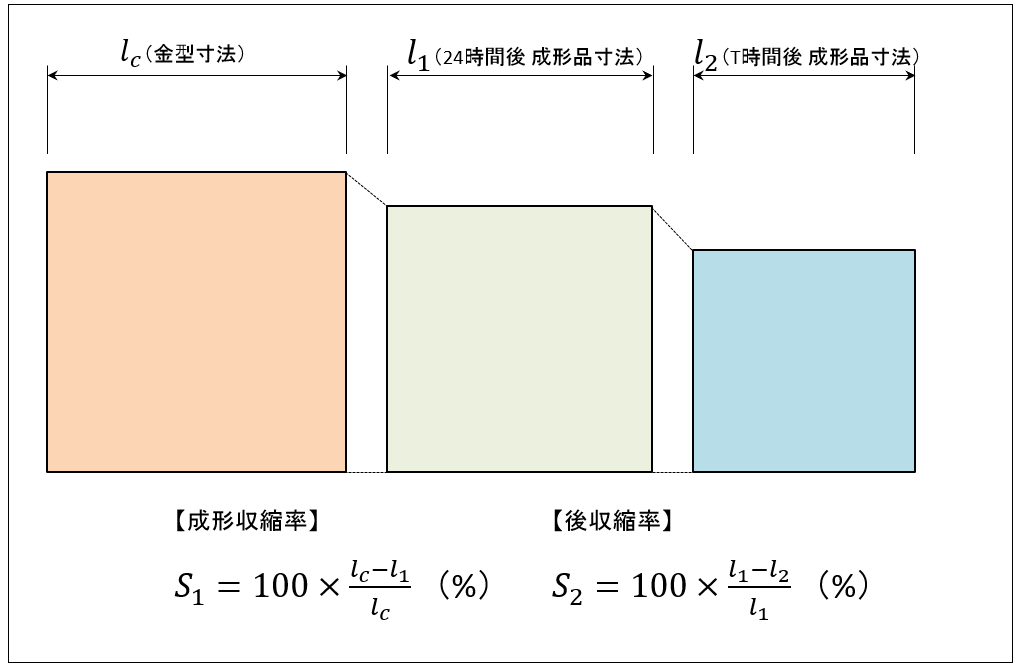
成形収縮率は金型から取り出した後、16~24時間経過してから測定する。成形品は成形収縮率を測定した後も収縮が進むことがある。この現象を後収縮、その割合を後収縮率という。
後収縮は成形時に生じた残留応力の緩和や、成形後に結晶化が進行することなどによって生じる。後収縮が問題になるのは主に結晶性プラスチックである。
結晶性プラスチックにおける後収縮の特徴を以下の図で示す。
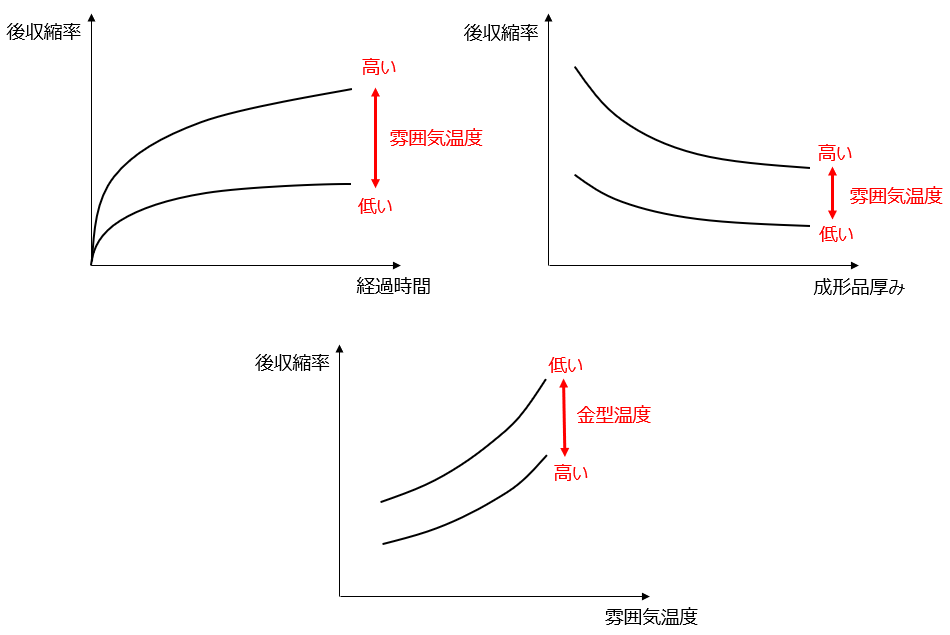
上図で示すように以下のような条件の時に後収縮が大きくなる。
・保管時の雰囲気温度が高い
・経過時間が長い
・薄肉の成形品(冷却が早い)
・金型温度が低い(冷却が早い)
薄肉や金型温度が低い場合は、十分に結晶化が進む前に冷却されてしまう。そのため、結晶化が不十分な部分が残り、成形後に結晶化が進行することによって後収縮が発生する。一方、成形収縮率は素早く結晶化を止めた方が小さくなるので、後収縮とはトレードオフの関係となる。結晶性プラスチックの場合は、後収縮も考慮に入れて成形条件を調整することが重要である。
後収縮が問題になる場合は、成形条件の調整やアニール処理を行う。
スポンサードリンク
【参考文献】
JIS K7152-4 「プラスチック-熱可塑性プラスチック材料の射出成形試験片-第4部:成形収縮率の求め方」
高野菊雄 『プラスチック材料の選び方・使い方』 工業調査会
ポリプラスチックス株式会社ホームページ 「ジュラネックスPBTの成形技術」
https://www.polyplastics.com/jp/support/mold/duranex/pbt03c.html
最終更新 2018年6月1日
| > 加飾 |
| > 吸水率 |
| > クレーズ(クレージング) |
| > ***** |
| > 超音波溶着 |
| > 超高分子量ポリエチレン |
| > ***** |
| > 熱可塑性エラストマー(TPE) |
| > 熱履歴 |
| > ***** |
| > ***** |
| > メルトボリュームフローレイト |
| > メルトマスフローレイト |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > レオロジー |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > craze(crazing) |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > ***** |
| > MFR(melt mass-flow rate) |
| > MVR(melt volume-flow rate) |
| > PE-UHMW |
| > pinpoint gate |
| > post-consumer material |
| > pre-consumer material |
| > RTI(Relative Thermal Index) |
| > ***** |
| > short shot |
| > weld line |
| > ***** |
| > ***** |
| > ***** |
| > ***** |